Technical Specifications
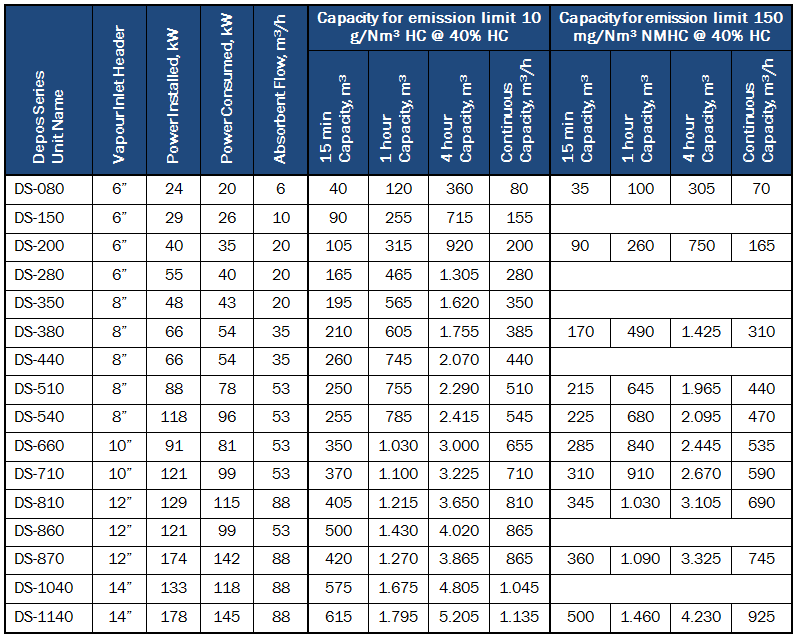
The capacities in the table correspond to VRUs with inlet vapour concentration of 40 vol% and emission limits of 10 g/Nm3 (incl. methane) and 150 mg/Nm3 (excluding methane) respectively. Depending on local conditions and requirements, the data may vary. Please always consult our sales team to determine the appropriate VRU for your operations as parameters such as product loaded, HC concentration, type of absorbent and others will dictate the sizing of the unit.